The utilization of a molded ejector pin configuration requires cautious ejector pin configuration just as cautious arrangement of the ejector pin to the part includes. Besides, there is a potential issue that can emerge with the utilization of formed ejectors stretching out external the splitting line of the shape pit as shown in oem/odm industrial injection mold factory. In particular, in the event that the ejector pin is too short, at that point a hole will shape between the highest point of the ejector pin and the contrary surface of the pit embed. In the event that this hole is bigger than the thickness of a vent, at that point streak is probably going to happen. In the interim, in the event that the ejector pin is too long, at that point the pin will meddle with the restricting plate and be packed upon shape conclusion. With rehashed discharge cycles, the pin can exhaustion and clasp. Given that the necessary length of the ejector pin is hard to definitely decide because of the stack-up in resistances over the form get together, the shape fashioner may wish to utilize a”steel-safe” approach with various length changes. Then again, the shape architect may decide to put the ejector pin inside the form cavity and shape the pin with respect to the rib in china mold component machining. In these cases, slight blunders in the shape of the pin will be on non-aesthetic surfaces as be less huge as for the nature of the embellishment.
After the number, format, and math of the ejectors have been resolved, the detailing of the plan should be finished to guarantee hearty shape gathering and activity, There are a few unmistakable issues that should be tended to. To start with, the form architect ought to perceive that the shape gathering is muddled by the enormous number of ejector framework segments that must be at the same time mated to the center supplements. This issue is compounded by resistance stack-up over various plates in the form gathering. Taken together, the shape gathering can devour a decent measure of time and result in harm of important form parts.
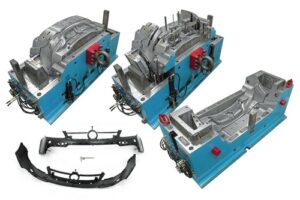
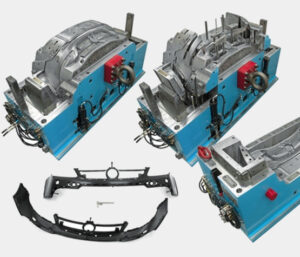
To encourage the form get together, cautious enumerating is required any place the ejector framework segments interface with different parts in the shape. mold manufacturing factory gives a top and area perspective on a round ejector pin (left) and a molded ejector pin (right). china automatives injection overmould manufacturers shows that a leeway can be given between the pin and the drag of the ejector opening to vent uprooted air during the embellishment cycle. The investigation of the vent’s leeway was given in china high precision mold manufacturer, demonstrating that commonly a freedom of 0.02 mm (0.001 in) is accommodated a sliding bearing length of the request for a few widths of the ejector pin. Past this bearing length, the ejector opening should venture to a bigger size So as to not confine the sliding of the pin. The size of the leeway isn’t basic yet rather just restricted by the impedance with other close by parts. A chamfer should be given from the bigger distance across to the bearing/venting breadth.

Something else, the ejector pin would will in general hang up on the sharp corner during mold get together, which can hamper the shape gathering when attempting to find a large number of ejector pins.
This article is from https://www.injectionmouldchina.com