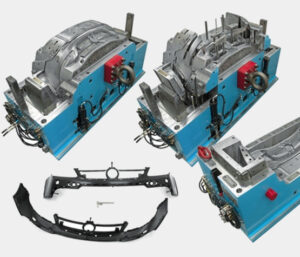
The launch stage devours valuable seconds of the trim cycle, without offering a lot of benefit to the moldings. Thusly, the launch framework ought to be intended to eliminate the moldings as fast and dependably as could reasonably be expected, and afterward reset with the goal that the form might be shut and the following cycle started. To speed up the launch framework of china mould manufacturing manufacturers, some disintegrates may determine the utilization of air poppets or potentially air planes to build part discharge speeds and diminish the process duration.
To expand the unwavering quality of the discharge framework, the shape originator ought to build up the form to firmly interface with the decay’s favored part expulsion framework. While numerous molds depend on gravity drop of the moldings and the feed framework to a moving transport, disintegrates are expanding utilizing sprue pickers and gantry robots for part evacuation. When all is said in done, these frameworks don’t significantly lessen the embellishment process duration but instead give expanded control of trim’s evacuation and resulting situation while ensuring the tasteful territories. On the off chance that sprue pickers or robots will be utilized, at that point the shape architect should properly tweak the launch framework.
Ordinarily, the ejectors are utilized to peel the moldings off the center yet then hold the moldings at a controlled position. Besides, form originators ought to affirm and plan interface math in the pit and additionally feed framework that is effortlessly distinguished and exceptionally repeatable for interfacing with the part expulsion framework.
china high-precision tooling factory to Minimize Cooling Interference
There can be numerous parts in a launch framework and, shockingly, the vast majority of these segments are not effectively cooled. Thusly, the discharge framework segments can essentially meddle with the warmth move way from the embellishment to the coolant. There are two issues that usually emerge. To begin with, the launch framework segments can be made of a solidified steel that is less thermally conductive than the center supplements. In the event that the discharge framework segments are huge, at that point the form’s cooling viability will be significantly decreased. Second, the launch framework segments are gathered into the form and gave sliding fits. The outcome is that there is a warm contact obstruction over each limit between the ejection framework segments and the contiguous form. This warm contact opposition brings about lower paces of warmth move through and around segments in the discharge framework.
The impact of cooling obstruction by the discharge framework can be critical to molds & tooling services china. Consider, for instance, an ejector pin with a measurement more prominent than the ostensible divider thickness of the trim. For this situation, the ejector pin won’t move critical warmth from the connecting surface of the embellishment since
■the ejector pin has a warm contact obstruction among it and the form, and
■the ejector pin is moderately enormous.
Subsequently, the plastic in the shape pit over the ejector pin should cool by means of warmth move to the form steel around the outskirts of the ejector pin just as warmth move to the contrary side of the form, While the nearby cooling of this definite territory of the trim may not be the huge requirement on the process duration, the outcome is that this enormous ejector pin will cause a problem area in the form and less steady properties upon discharge.

Thus, the utilization of excessively enormous ejector pins by injection mold manufacturing china ought to be dodged for different, more modest ejector pins put in order to not meddle with the shape cooling. Here and there, huge launch framework segments including stripper plates, lifters, center pulls, and others are required. Such enormous segments ought to be fitted with cooling channels and effectively cooled to give predictable launch temperatures.
This article is from https://www.injectionmouldchina.com